
جوشکاری آلومینیوم با آرگون، که به طور رسمی به عنوان جوشکاری TIG (Tungsten Inert Gas) شناخته میشود، یکی از پیشرفتهترین و پرکاربردترین روشهای جوشکاری در صنایع مدرن است. این روش به دلیل دقت بالا، کیفیت بینظیر جوش و توانایی کار با فلزات حساس مانند آلومینیوم، در صنایع هوافضا، خودروسازی، ساختوساز و حتی هنر فلزکاری جایگاه ویژهای دارد. آلومینیوم به دلیل ویژگیهایی مانند وزن سبک، مقاومت به خوردگی و هدایت حرارتی بالا، مادهای چالشبرانگیز برای جوشکاری است.
در این مقاله، به بررسی اصول پایه، تکنیکهای حرفهای، تجهیزات مورد نیاز و کاربردهای صنعتی جوشکاری آلومینیوم با کپسول گاز آرگون میپردازیم. هدف این است که راهنمایی جامع و کاربردی برای جوشکاران مبتدی و حرفهای ارائه دهیم.
اصول پایه جوشکاری آلومینیوم با آرگون
جوشکاری TIG از یک الکترود تنگستنی غیر مصرفی برای ایجاد قوس الکتریکی استفاده میکند. گاز بیاثر (معمولا آرگون) برای محافظت از حوضچه جوش در برابر آلودگیهای محیطی مانند اکسیژن و نیتروژن به کار میرود. آلومینیوم به دلیل ویژگیهای خاص خود، مانند لایه اکسید سطحی (Al₂O₃) و هدایت حرارتی بالا، نیازمند رعایت اصول خاصی در جوشکاری است.
ویژگیهای آلومینیوم در جوشکاری
در جوشکاری آلومینیوم با آرگون، لایه اکسید آلومینیوم، مانع از دسترسی قوس به فلز پایه شده و منجر به جوشهای ضعیف و پر از عیوب میشود. به این ترتیب که:
- لایه اکسید آلومینیوم: این لایه با نقطه ذوب حدود ۲۰۳۷ درجه سانتیگراد (در مقایسه با ۶۶۰ درجه سانتیگراد برای آلومینیوم خالص) مانع از جوشکاری یکنواخت میشود. برای رفع این مشکل، از جریان متناوب (AC) در جوشکاری TIG استفاده میشود که خاصیت تمیز کنندگی (Cleaning Action) دارد.
- هدایت حرارتی بالا: آلومینیوم گرما را به سرعت منتقل میکند، بنابراین کنترل دمای حوضچه جوش حیاتی است.
- انبساط حرارتی: آلومینیوم در برابر گرما منبسط میشود و ممکن است باعث اعوجاج یا ترکخوردگی شود.
در جوشکاری TIG با جریان مستقیم با قطبیت منفی (DCEN – Electrode Negative)، الکترونها از الکترود به قطعه کار حرکت میکنند و یونهای گاز محافظ به سمت الکترود میروند. این قطبیت بیشترین نفوذ و کمترین حرارت روی الکترود را فراهم میکند. اما در مورد آلومینیوم، لایه اکسید نسوز در برابر این جریان الکترونها مقاومت کرده و قوس نمیتواند به طور موثر به فلز پایه زیرین نفوذ کند و لایه اکسید را بشکند.
در جریان متناوب به طور پیوسته بین قطبیت مثبت و منفی تغییر میکند. این تغییر قطبیت دو عملکرد حیاتی نیم سیکل منفی و نیم سیکل مثبت را برای جوشکاری آلومینیوم فراهم میکند. در نیم سیکل منفی (Electrode Negative – EN) ، الکترونها از الکترود به قطعه کار حرکت میکنند و در نیم سیکل مثبت (Electrode Positive – EP)، قطبیت معکوس میشود؛ الکترونها از قطعه کار به سمت الکترود حرکت کرده و یونهای مثبت گاز محافظ به شدت به سطح قطعه کار برخورد میکنند. این پدیده که به آن پاکسازی کاتدی (Cathodic Cleaning) میگویند، باعث شکستن و حذف لایه اکسید از سطح آلومینیوم، درست در جلوی حوضچه مذاب میشود.
مراحل کلی جوشکاری TIG آلومینیوم
در جوشکاری آلومینیوم، گاز آرگون به دلیل خنثی بودن در دماهای بالا، اطراف الکترود تنگستن و حوضچه مذاب را پوشانده و از واکنش آنها با اکسیژن و نیتروژن موجود در هوا جلوگیری میکند. خلوص گاز آرگون باید حداقل ۹۹.۹۹% باشد.
- آمادهسازی سطح: سطح آلومینیوم باید کاملاً تمیز و عاری از روغن، چربی و اکسید باشد. استفاده از برس سیمی استیل ضد زنگ یا حلالهای شیمیایی توصیه میشود.
- انتخاب گاز محافظ: آرگون خالص به دلیل پایداری قوس و محافظت عالی، رایجترین گاز مورد استفاده است. در برخی موارد، مخلوط آرگون و هلیوم برای نفوذ عمیقتر به کار میرود.
- تنظیم دستگاه جوش: جریان متناوب (AC) با فرکانس بالا (معمولاً ۵۰ تا ۱۵۰ هرتز) و تعادل مناسب بین نفوذ و تمیزکنندگی تنظیم میشود.
- کنترل قوس و حوضچه جوش: جوشکار باید قوس را با دقت هدایت کند تا از سوختگی یا نفوذ ناکافی جلوگیری شود.
برای جوشکاری AC آلومینیوم، استفاده از انواع خاصی از الکترودهای تنگستن توصیه میشود. الکترودهای تنگستن خالص یا تنگستن زیرکونیومدار به طور سنتی برای AC استفاده میشدند زیرا نوک آنها در اثر حرارت به شکل یک کره تمیز (Ball) در میآید که برای پایداری قوس در AC مناسب است.
امروزه با پیشرفت دستگاههای اینورتر، الکترودهای حاوی لانتانیم نیز به دلیل پایداری قوس بهتر در آمپراژهای پایین و عمر طولانیتر، به طور فزایندهای برای جوشکاری AC آلومینیوم مورد استفاده قرار میگیرند، حتی اگر نوک آنها به شکل کروی در نیاید و بیشتر شبیه به یک مخروط کند باشد.
تکنیکهای حرفهای جوشکاری آلومینیوم با آرگون
برای دستیابی به جوشهای باکیفیت و بدون نقص، جوشکاران حرفهای از تکنیکهای خاصی استفاده میکنند. در ادامه به برخی از این تکنیکها اشاره میکنیم:
۱. تنظیم تعادل جریان AC
دستگاههای جوش TIG مدرن امکان تنظیم تعادل بین فاز مثبت (تمیزکنندگی) و فاز منفی (نفوذ) را فراهم میکنند. برای آلومینیوم، معمولا تعادل به سمت فاز مثبت (۶۰-۷۰٪) تنظیم میشود تا لایه اکسید به طور مؤثر شکسته شود.
۲. استفاده از تکنیک پالس (Pulsed TIG)
جوشکاری پالسی با ایجاد پالسهای متناوب بین جریان بالا و پایین، گرمای ورودی را کاهش میدهد. جدول زیر تنظیمات پیشنهادی برای جوشکاری پالسی را نشان میدهد:
| ضخامت آلومینیوم (mm) | جریان پایه (A) | جریان پالس (A) | فرکانس پالس (Hz) |
| ۱-۲ | ۵۰-۸۰ | ۱۰۰-۱۵۰ | ۱-۲ |
| ۳-۵ | ۸۰-۱۲۰ | ۱۵۰-۲۰۰ | ۰.۵-۱ |
| ۶-۱۰ | ۱۲۰-۲۰۰ | ۲۰۰-۳۰۰ | ۰.۲-۰.۵ |
در جوشکاری پالسی، فرکانس پالس (تعداد پالس در ثانیه) و پهنای پالس (درصد زمانی که جریان در حالت پیک است) قابل تنظیم هستند. جوشکاری پالسی برای کنترل بهتر حرارت ورودی، کاهش اعوجاج، کنترل حوضچه مذاب، بهبود نفوذ و ریزتر کردن ساختار دانه در حین انجماد مفید است. این تکنیک به ویژه برای جوشکاری مواد نازک یا در موقعیتهای دشوار (مانند سربالا) کاربردی است.
زاویه تورچ و فاصله الکترود
حرکت تورچ میتواند به صورت خطی (Drag) یا نوسانی (Weave) باشد. در آلومینیوم به دلیل سیالیت بالای حوضچه مذاب، معمولا از حرکت خطی یا نوسانات کوچک استفاده میشود.
- زاویه تورچ: تورچ باید با زاویه ۱۰ تا ۱۵ درجه نسبت به سطح عمود نگه داشته شود.
- فاصله الکترود: فاصله بین نوک الکترود و قطعه کار باید حدود ۱.۵ تا ۳ میلیمتر باشد تا قوس پایدار بماند.
۴. استفاده از فیلر مناسب
انتخاب سیم جوش مناسب بستگی به ترکیب شیمیایی فلز پایه، الزامات استحکام، مقاومت به خوردگی، نیاز به عملیات حرارتی بعدی و ملاحظات ظاهری (مانند آنادایزینگ) دارد. برای مثال:
- آلیاژ ۴۰۴۳: برای جوشکاری عمومی و مقاومت به ترک مناسب است.
- آلیاژ ۵۳۵۶: برای کاربردهای دریایی و مقاومت به خوردگی بالا استفاده میشود.
فیلر باید به آرامی و به طور مداوم در جلوی حوضچه مذاب اضافه و در حوضچه فرو برده شود. مهم است که نوک سیم جوش همیشه در پوشش گاز محافظ باقی بماند تا از اکسیداسیون آن جلوگیری شود. سیم جوش نباید مستقیما وارد قوس شود. سرعت و مقدار افزودن سیم جوش بر اساس ضخامت قطعه و سرعت حرکت تعیین میشود.
۵. کنترل گرمای ورودی
آلومینیوم هدایت حرارتی بالایی دارد، به این معنی که حرارت به سرعت از منطقه جوش دور میشود. برای جلوگیری از سوختگی یا اعوجاج، جوشکار باید سرعت حرکت تورچ را تنظیم کند و از تکنیکهای خنکسازی مانند جوشکاری مقطعی (Stitch Welding) استفاده نماید.
برای قطعات ضخیمتر (مثلا بیش از ۶ میلیمتر)، پیشگرمایش تا دمایی بین ۱۰۰-۲۰۰ درجه سانتیگراد میتواند ضروری باشد. پیشگرمایش سرعت سرد شدن را کاهش داده، خطر ترکخوردگی گرم را کم میکند و شروع جوشکاری را آسانتر میسازد. دمای پیشگرمایش نباید آنقدر بالا باشد که منجر به افت خواص مکانیکی آلیاژ شود.
تجهیزات و ابزارهای مورد نیاز برای جوشکاری آلومینیوم با آرگون
جوشکاری TIG آلومینیوم نیازمند تجهیزات تخصصی است. در ادامه، فهرستی از ابزارها و مشخصات پیشنهادی ارائه شده است:
1. دستگاه جوش TIG
قابلیت AC/DC: این مهمترین ویژگی است. همانطور که توضیح داده شد، برای جوشکاری آلومینیوم حتماً به جریان متناوب (AC) نیاز دارید. دستگاه باید قادر به تولید جریان AC پایدار و قابل تنظیم باشد.
نوع دستگاه: دستگاههای اینورتر مدرن نسبت به دستگاههای ترانسفورماتوری قدیمی ارجحیت دارند. دستگاههای اینورتر قابلیت تنظیم دقیق پارامترهایی مانند فرکانس AC، بالانس AC، شکل موج و پالس را فراهم میکنند که امکان کنترل بسیار بیشتری بر فرآیند جوشکاری آلومینیوم را میدهد.
ظرفیت آمپراژ: آمپراژ حداکثر دستگاه باید متناسب با ضخامت آلومینیومی باشد که قصد جوشکاری آن را دارید. برای ضخامتهای بیشتر، آمپراژ بالاتری نیاز است.
۲. الکترود تنگستنی
تنگستن خالص یا تنگستن با افزودنی زیرکونیوم (Zirconiated) برای آلومینیوم مناسب است. قطر الکترود نیز بسته به ضخامت قطعه کار، معمولا بین ۱.۶ تا ۳.۲ میلیمتر انتخاب میشود.
2. گاز محافظ
گاز آرگون خالص: کپسول حاوی گاز آرگون با خلوص حداقل ۹۹.۹۹% برای اکثر کاربردها کافی است.
مخلوط آرگون-هلیوم: برای جوشکاری قطعات ضخیمتر (نسبت ۷۵٪ آرگون و ۲۵٪ هلیوم) انتخاب بهتری محسوب میشود.
رگلاتور و فلومتر: برای کنترل فشار گاز در کپسول و تنظیم دقیق دبی جریان گاز به سمت تورچ لازم است. دبی گاز محافظ باید متناسب با آمپراژ، نوع اتصال و شرایط محیطی باشد.
۴. تورچ جوشکاری
تورچ باید مجهز به سیستم خنککننده (هوا یا آب) باشد تا در جوشکاری طولانیمدت از گرمای بیش از حد جلوگیری شود.
انواع خنککاری: برای آمپراژهای پایین و کارهای سبک، تورچهای با خنککاری هوایی (Air-Cooled) مناسب هستند. اما برای آمپراژهای بالاتر، جوشکاریهای طولانیتر یا جوشکاری قطعات ضخیم، تورچهای با خنککاری آبی ضروری هستند، زیرا از گرم شدن بیش از حد و آسیب دیدن تورچ جلوگیری میکنند و امکان حفظ پایداری قوس در جریانهای بالا را میدهند.
سایز و نوع: تورچها در سایزها و پیکربندیهای مختلفی (مانند سر خمیده، سر صاف) موجود هستند. انتخاب تورچ به دسترسی به محل جوش و راحتی کار جوشکار بستگی دارد.
۵. تجهیزات ایمنی
کلاه جوشکاری با لنز خودکار (Auto-Darkening)، دستکشهای مقاوم به حرارت، لباس و پیشبند نسوز و سیستم تهویه مناسب برای حذف گازهای جوشکاری تجهیزات ایمنی جوشکاری آلومینیوم را تشکیل میدهند.
۶. ابزارهای آمادهسازی
این تجهیزات امل فرچه سیمی فولادی ضد زنگ تمیز، سمباده یا ابزار مکانیکی برای حذف لایه اکسی، حلالهای پاک کننده برای حذف چربی و آلودگی و ابزار سنگزنی برای پخ زدن لبهها میشوند.
برخی قطعات مصرفی تورچ مانند کولت ، بادی کولت، نازل سرامیکی و گاز لنز را نیز میتوان در میان تجهیزات و ابزارهای مورد نیاز برای جوشکاری آلومینیوم با آرگون قرار داد و معرفی کرد.
کاربردهای صنعتی جوشکاری آلومینیوم با آرگون
جوشکاری TIG آلومینیوم به دلیل کیفیت بالا و دقت بینظیر، در صنایع مختلف کاربرد گستردهای دارد. در ادامه به برخی از مهمترین کاربردها اشاره میکنیم:
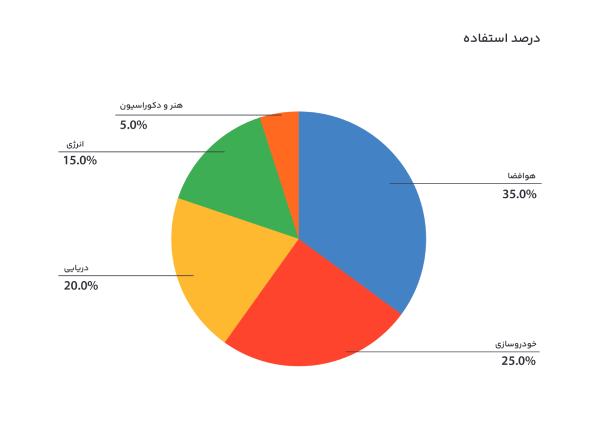
۱. صنعت هوافضا: آلومینیوم به دلیل وزن سبک و مقاومت بالا، ماده اصلی در ساخت بدنه هواپیماها و قطعات موشک است. جوشکاری TIG برای ایجاد اتصالات قوی و بدون نقص در این صنعت حیاتی است.
۲. صنعت خودروسازی: در ساخت شاسیهای آلومینیومی، قطعات موتور و بدنه خودروهای سبک، جوشکاری TIG به دلیل دقت و زیبایی جوش مورد استفاده قرار میگیرد.
۳. صنایع دریایی: آلیاژهای آلومینیوم مقاوم به خوردگی (مانند سری ۵۰۰۰) در ساخت قایقها، کشتیها و سازههای دریایی به کار میروند. جوشکاری TIG اتصالات بدون ترک و مقاوم به آب دریا را تضمین میکند.
۴. صنایع انرژی: در ساخت مخازن ذخیرهسازی، لولههای انتقال و توربینهای بادی، جوشکاری TIG آلومینیوم برای ایجاد اتصالات بدون نشتی استفاده میشود.
۵. هنر و دکوراسیون: جوشکاری TIG به دلیل توانایی ایجاد جوشهای زیبا و ظریف، در ساخت مجسمههای فلزی، مبلمان آلومینیومی و سازههای تزئینی کاربرد دارد.
صنایع غذایی و شیمیایی، ساختمان و معماری و کارگاههای تعمیرات را میتوان از دیگر کاربردهای متعدد جوشکاری آلومینیوم و آرگون دانست.
نمودار کاربردها
برای درک بهتر، نمودار زیر درصد استفاده از جوشکاری TIG آلومینیوم در صنایع مختلف را نشان میدهد:
نتیجهگیری
جوشکاری آلومینیوم با آرگون یک فرآیند پیچیده اما بسیار ارزشمند است که نیازمند مهارت، دانش و تجهیزات مناسب است. با رعایت اصول پایه، استفاده از تکنیکهای حرفهای و انتخاب ابزارهای مناسب، میتوان جوشهایی با کیفیت بالا و بدون نقص ایجاد کرد. این روش به دلیل کاربردهای گسترده در صنایع حساس مانند هوافضا، خودروسازی و دریایی، یکی از مهمترین تکنیکهای جوشکاری در دنیای مدرن محسوب میشود. اگر قصد دارید به عنوان یک جوشکار حرفهای در این زمینه فعالیت کنید، سرمایهگذاری در آموزش و تجهیزات باکیفیت، کلید موفقیت شما خواهد بود.
