
جوشکاری یکی از فرآیندهای حیاتی در صنایع مختلف از جمله ساختوساز، خودروسازی، و هوافضا است. کیفیت جوش به عوامل متعددی از جمله نوع فلز، تکنیک جوشکاری، و محیط جوش وابسته است. یکی از چالشهای اصلی در جوشکاری، محافظت از فلز جوش در برابر اکسیداسیون و عیوب مختلف است. اکسیداسیون میتواند باعث کاهش استحکام، خوردگی، و نقصهای ساختاری در جوش شود. گاز آرگون، به عنوان یک گاز محافظ، نقش کلیدی در بهبود کیفیت جوش و محافظت از آن در برابر عوامل مخرب ایفا میکند. این مقاله به بررسی ویژگیهای شیمیایی گاز آرگون، مکانیسمهای محافظتی آن، و نقش آن در پیشگیری از عیوب جوش میپردازد.
اهمیت محافظت جوش از اکسیداسیون
اکسیداسیون در فرآیند جوشکاری زمانی رخ میدهد که فلز مذاب با اکسیژن موجود در هوا واکنش نشان میدهد. این واکنش منجر به تشکیل اکسیدهای فلزی میشود که خواص مکانیکی و شیمیایی جوش را تضعیف میکنند. برای مثال، اکسیداسیون میتواند باعث کاهش استحکام کششی، ایجاد ترکهای ریز، و افزایش احتمال خوردگی در اتصالات جوشکاری شده شود. همچنین، حضور اکسیژن میتواند به تشکیل ناخالصیهایی مانند سرباره منجر شود که کیفیت سطح جوش را کاهش میدهد.
محافظت از جوش در برابر اکسیداسیون به ویژه در جوشکاری فلزات حساس مانند فولاد ضد زنگ، آلومینیوم، و تیتانیوم اهمیت دارد. این فلزات به دلیل واکنشپذیری بالا، در معرض اکسیداسیون شدید قرار دارند. استفاده از گازهای محافظ مانند آرگون، محیط جوش را از تماس با اکسیژن و سایر گازهای واکنشپذیر محافظت میکند و کیفیت نهایی جوش را بهبود میبخشد.
ویژگیهای شیمیایی گاز آرگون
آرگون یک گاز بیاثر (Inert) از گروه گازهای نجیب در جدول تناوبی است که با عدد اتمی 18 شناخته میشود. ویژگیهای شیمیایی آرگون آن را به گزینهای ایدهآل برای استفاده به عنوان گاز محافظ در جوشکاری تبدیل کرده است:
- گاز نجیب: اتمهای آرگون دارای پوسته الکترونی بیرونی کاملا پر (هشت الکترون در لایه ظرفیت) هستند. این پیکربندی الکترونی بسیار پایدار است و تمایل اتم آرگون به از دست دادن، به دست آوردن یا به اشتراک گذاشتن الکترونها برای تشکیل پیوندهای شیمیایی را عملاً به صفر میرساند. به همین دلیل، آرگون در شرایط معمول و دماهای بالا، با فلزات مذاب یا سایر عناصر موجود در اتمسفر واکنش نمیدهد.
- فراوانی: آرگون سومین گاز فراوان در اتمسفر زمین است و حدود ۰.۹۳۴ درصد از حجم هوای خشک را تشکیل میدهد (پس از نیتروژن و اکسیژن). این فراوانی باعث میشود که استخراج آن از طریق فرآیند تقطیر جزء به جزء هوای مایع، از نظر اقتصادی توجیهپذیر باشد.
- چگالی بالا: آرگون سنگینتر از هواست (چگالی 1.784 گرم بر لیتر در مقایسه با چگالی هوای 1.225 گرم بر لیتر)، بنابراین به راحتی میتواند روی حوضچه مذاب قرار گیرد و از تماس آن با هوا جلوگیری کند.
- هدایت حرارتی پایین: آرگون گرما را به خوبی منتقل نمیکند، که این ویژگی به کنترل دمای قوس الکتریکی و حوضچه مذاب کمک میکند.
جدول زیر برخی از ویژگیهای کلیدی آرگون را در مقایسه با سایر گازهای محافظ نشان میدهد:
| ویژگی | آرگون | هلیوم | دیاکسید کربن |
| بیاثری شیمیایی | بالا | بالا | پایین |
| چگالی (g/L) | 1.784 | 0.178 | 1.977 |
| هدایت حرارتی (W/m.K) | 0.016 | 0.151 | 0.0167 |
| هزینه نسبی | متوسط | بالا | پایین |
در واقع خاصیت خنثی بودن آرگون در دماهای بالا، آن را به گزینهای ایدهآل برای محافظت از فلزات حساس و فعال در برابر واکنشهای شیمیایی ناخواسته در حین جوشکاری تبدیل کرده است.
مکانیسم محافظت گاز آرگون در برابر اکسیداسیون
گاز آرگون در فرآیندهای جوشکاری مانند جوشکاری قوس تنگستن با گاز محافظ (TIG) و جوشکاری قوس فلزی با گاز محافظ (MIG) به طور گسترده استفاده میشود. مکانیسمهای محافظتی آرگون به شرح زیر است:
ایجاد محیط خنثی توسط گاز آرگون
آرگون با ایجاد یک لایه محافظ گازی اطراف حوضچه مذاب، از تماس فلز مذاب با اکسیژن، نیتروژن، و سایر گازهای موجود در هوا جلوگیری میکند. این لایه خنثی مانع از تشکیل اکسیدها و نیتریدهای فلزی میشود که میتوانند ساختار جوش را تضعیف کنند. برای مثال، در جوشکاری فولاد ضد زنگ، آرگون از تشکیل اکسید کروم جلوگیری میکند که به حفظ مقاومت در برابر خوردگی کمک میکند.
تاثیر گاز آرگون بر دمای قوس الکتریکی و حوضچه مذاب
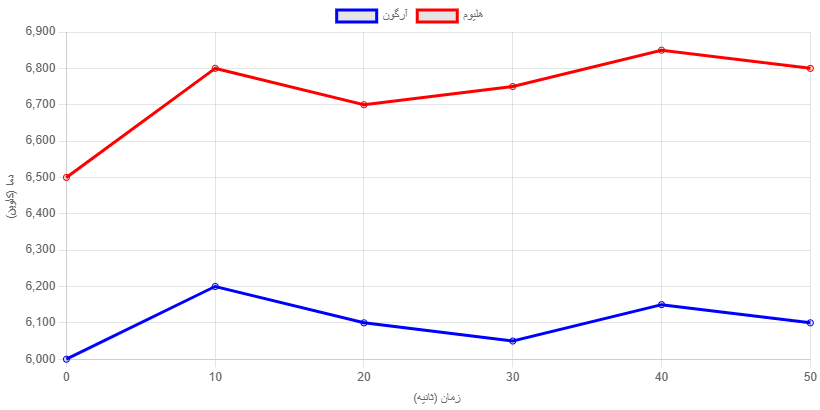
آرگون به دلیل هدایت حرارتی پایین، قوس الکتریکی پایداری ایجاد میکند که دمای آن به طور دقیق قابل کنترل است. این پایداری به جوشکار امکان میدهد تا حوضچه مذاب را با دقت بیشتری کنترل کند، که منجر به جوشی یکنواخت و با کیفیت میشود. برای درک بهتر موضوع میتوانید نمودار مقایسهای زیر را که به دمای قوم الکتریکی بین آرگون و هلیوم میپردازد را بررسی کنید.
مقایسه دمای قوس الکتریکی در حضور آرگون و هلیوم
نقش گاز آرگون در حفظ خواص مکانیکی و شیمیایی فلز جوش
آرگون با حذف اکسیژن و نیتروژن از محیط جوش، از تغییر در ترکیب شیمیایی فلز جلوگیری میکند. برای مثال، در جوشکاری آلومینیوم، حضور اکسیژن میتواند باعث تشکیل اکسید آلومینیوم شود که استحکام جوش را کاهش میدهد. آرگون با ایجاد محیطی خنثی، خواص مکانیکی مانند استحکام کششی و انعطافپذیری را حفظ میکند.
شماتیک عملکرد گاز آرگون در جوشکاری (مثال فرآیند GTAW)
برای مثال، در جوشکاری فولاد ضدزنگ، حضور اکسیژن و نیتروژن در ناحیه جوش میتواند باعث کاهش محتوای کروم در فلز جوش و HAZ شود (کروم با اکسیژن و نیتروژن ترکیب میشود). کاهش کروم مقاومت به خوردگی فولاد زنگ نزن را به شدت کاهش میدهد. آرگون با جلوگیری از این واکنشها، محتوای کروم و در نتیجه مقاومت به خوردگی را حفظ میکند.
پیشگیری از عیوب جوش با استفاده صحیح از گاز آرگون
استفاده صحیح از کپسول گاز آرگون میتواند به طور قابل توجهی عیوب جوش را کاهش دهد. در ادامه، نقش آرگون در پیشگیری از انواع عیوب جوش بررسی میشود:
نقش گاز آرگون در پیشگیری از تخلخل و حفره در جوش
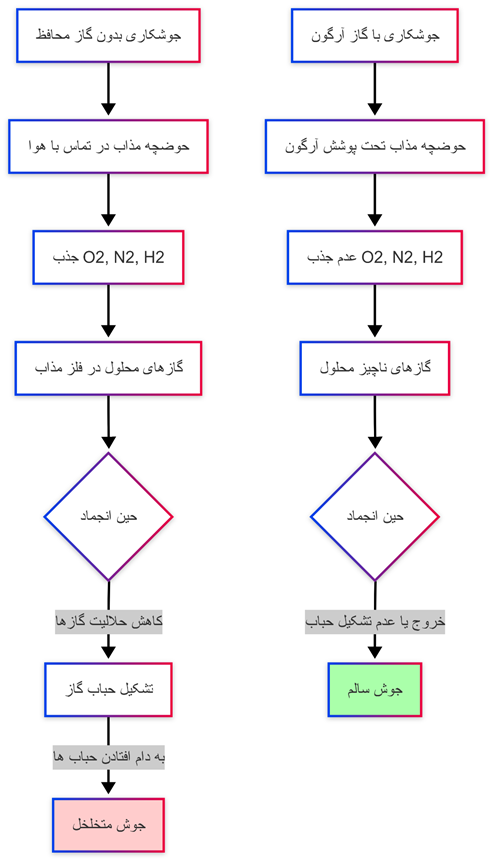
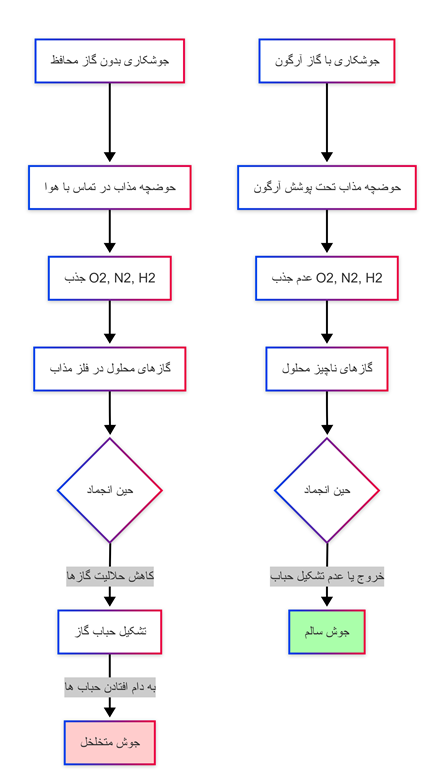
تخلخل (Porosity) یکی از شایعترین عیوب جوش است که به دلیل به دام افتادن گازها در حوضچه مذاب ایجاد میشود. آرگون با ایجاد یک محیط خنثی، از ورود گازهای خارجی مانند هیدروژن و اکسیژن به حوضچه مذاب جلوگیری میکند. همچنین، قوس پایدار ایجاد شده توسط آرگون، به پایداری حوضچه مذاب کمک کرده و فرصت کافی برای خروج گازهای احتمالی محلول قبل از انجماد کامل را فراهم میآورد. تنظیم صحیح جریان گاز آرگون (معمولا بین 10 تا 20 لیتر بر دقیقه بسته به فرآیند جوشکاری) میتواند تخلخل را به حداقل برساند.
شماتیک مقایسه جوش با و بدون محافظت گاز آرگون – پدیده تخلخل
جلوگیری از ناخالصیها و آلودگیهای جوش
آلودگیهای جوش مانند سرباره و ذرات خارجی میتوانند کیفیت جوش را کاهش دهند. آرگون با ایجاد یک سپر گازی، از ورود ذرات معلق در هوا به حوضچه مذاب جلوگیری میکند. همچنین، استفاده از آرگون با خلوص بالا (99.99%) به کاهش ناخالصیها کمک میکند. همانطور که در بخش مکانیسم حفاظت اشاره شد، آرگون با جلوگیری از واکنش فلز مذاب با اکسیژن و نیتروژن هوا، از تشکیل اکسیدها و نیتریدهای فلزی که به عنوان ناخالصی در جوش عمل میکنند، جلوگیری مینماید.
گاز آرگون و استحکام و دوام اتصالات جوشکاری شده
اتصالات جوشکاری شده در حضور آرگون به دلیل کاهش اکسیداسیون و عیوب، استحکام و دوام بیشتری دارند. برای مثال، در جوشکاری TIG فولاد ضدزنگ، آرگون به حفظ خواص ضد خوردگی و استحکام کششی کمک میکند. جدول زیر تأثیر استفاده از آرگون بر استحکام کششی جوش را نشان میدهد:
| فلز پایه | بدون گاز محافظ (MPa) | با گاز آرگون (MPa) |
| فولاد ضد زنگ | 450 | 620 |
| آلومینیوم | 180 | 250 |
| تیتانیوم | 800 | 950 |
بنابراین، استفاده از گاز آرگون نه تنها از نظر ظاهری جوش را بهبود میبخشد، بلکه از نظر ساختاری و عملکردی نیز آن را به یک اتصال قابل اطمینان و بادوام تبدیل میکند که قادر به تحمل بارهای طراحی و شرایط عملیاتی مختلف است.
مخلوطهای گازی با آرگون
در برخی کاربردهای جوشکاری، آرگون به تنهایی استفاده نمیشود و با گازهای دیگر مانند هلیوم، دیاکسید کربن (CO2)، یا هیدروژن ترکیب میشود تا خواص خاصی به فرآیند جوشکاری اضافه شود. این مخلوطها میتوانند ویژگیهای قوس، نفوذ جوش، و هزینهها را بهبود بخشند، اما هر کدام مزایا و معایب خاص خود را دارند:
- آرگون + هلیوم: این مخلوط معمولا در جوشکاری TIG برای فلزات ضخیم مانند آلومینیوم یا فولاد ضدزنگ استفاده میشود. هلیوم به دلیل هدایت حرارتی بالا، قوس داغتری ایجاد میکند که نفوذ عمیقتری در جوش فراهم میکند. با این حال، هزینه هلیوم بالاتر است و ممکن است کنترل قوس دشوارتر شود.
- آرگون + دیاکسید کربن: این مخلوط در جوشکاری MIG برای فولاد کربنی رایج است. CO2 باعث افزایش نفوذ و کاهش هزینهها میشود، اما میتواند منجر به پاشش بیشتر (Spatter) و کیفیت سطح پایینتر شود.
- آرگون + هیدروژن: این ترکیب برای جوشکاری فولاد ضدزنگ در فرآیند TIG استفاده میشود. هیدروژن قوس را پایدارتر و تمیزتر میکند، اما برای فلزات حساس به هیدروژن (مانند فولادهای پراستحکام) مناسب نیست، زیرا ممکن است باعث ترکخوردگی شود.
جدول زیر مقایسهای بین مخلوطهای گازی ارائه میدهد:
| مخلوط گازی | کاربرد | مزایا | معایب |
| آرگون + هلیوم | TIG، آلومینیوم، فولاد ضدزنگ | نفوذ عمیق، قوس داغ | هزینه بالا، کنترل دشوار |
| آرگون + CO2 | MIG، فولاد کربنی | هزینه پایین، نفوذ خوب | پاشش زیاد، کیفیت سطح پایین |
| آرگون + هیدروژن | TIG، فولاد ضد زنگ | جوش تمیز، قوس پایدار | خطر ترکخوردگی در برخی فلزات |
انتخاب مخلوط گازی مناسب به نوع فلز، ضخامت قطعه، و نوع فرآیند جوشکاری بستگی دارد. برای مثال، در جوشکاری تیتانیوم، آرگون خالص معمولاً ترجیح داده میشود تا از هرگونه واکنش شیمیایی جلوگیری شود.
نکات ایمنی در استفاده از گاز آرگون
کار با گاز آرگون نیازمند رعایت نکات ایمنی برای جلوگیری از حوادث است. در ادامه چند نکته کلیدی ایمنی ارائه شده است:
- ذخیرهسازی ایمن سیلندرها: سیلندرهای آرگون باید در محیطی خشک، خنک، و با تهویه مناسب نگهداری شوند. آنها باید به صورت عمودی و با زنجیر یا پایه ثابت شوند تا از واژگونی جلوگیری شود.
- تهویه مناسب: آرگون گازی سنگینتر از هواست و میتواند در فضاهای بسته تجمع کند، که خطر خفگی را افزایش میدهد. اطمینان حاصل کنید که محل جوشکاری دارای تهویه کافی است.
- بررسی نشتی: پیش از شروع جوشکاری، تمام اتصالات و شیلنگها را برای نشتی بررسی کنید. نشتی آرگون میتواند باعث کاهش کیفیت جوش یا هدررفت گاز شود.
- تجهیزات حفاظت فردی: استفاده از عینک ایمنی، دستکشهای مقاوم، و لباسهای مناسب برای محافظت در برابر اشعه قوس و پاشش فلز مذاب ضروری است.
- جلوگیری از تماس با رطوبت: رطوبت میتواند باعث آلودگی گاز آرگون شود و کیفیت جوش را کاهش دهد. از رگولاتورها و شیلنگهای خشک و تمیز استفاده کنید.
درکل، استفاده صحیح از گاز آرگون، شامل انتخاب دبی مناسب، اطمینان از خلوص گاز، نگهداری صحیح تجهیزات و توجه به شرایط محیطی، برای دستیابی به جوشهای سالم، بادوام و قابل اطمینان که الزامات استانداردها و نیازهای کاربردی را برآورده کنند، امری ضروری است.
ملاحظات عملی در استفاده از گاز آرگون
برای دستیابی به بهترین نتایج در جوشکاری با گاز آرگون، رعایت ملاحظات عملی زیر ضروری است. این نکات به جوشکاران کمک میکند تا فرآیند جوشکاری را بهینه کنند و از کیفیت بالای جوش اطمینان حاصل کنند:
تنظیم دقیق جریان گاز
جریان گاز آرگون باید با توجه به نوع فرآیند جوشکاری (TIG یا MIG)، اندازه نازل، و شرایط محیطی (مانند وزش باد) تنظیم شود. معمولا جریان بین 10 تا 20 لیتر بر دقیقه برای اکثر کاربردها مناسب است. جریان بیش از حد میتواند باعث تلاطم در حوضچه مذاب شود و جریان کم ممکن است پوشش کافی برای محافظت از جوش فراهم نکند.
انتخاب نازل مناسب
نازل تورچ جوشکاری باید با نوع فلز و ضخامت قطعه سازگار باشد. نازلهای بزرگتر (مانند سایز 6 تا 8) برای جوشکاری قطعات ضخیم یا در محیطهای با جریان هوای زیاد مناسب هستند، در حالی که نازلهای کوچکتر (سایز 4 تا 5) برای جوشهای ظریفتر استفاده میشوند.
خلوص گاز آرگون
برای فلزات حساس مانند تیتانیوم یا فولاد ضدزنگ، استفاده از آرگون با خلوص بالا (99.99%) ضروری است. حتی مقادیر ناچیز ناخالصی (مانند اکسیژن یا نیتروژن) میتوانند باعث تشکیل اکسیدها یا نیتریدها شوند.
تنظیمات تورچ و زاویه آن
زاویه تورچ و فاصله آن از قطعه کار بر توزیع گاز آرگون تأثیر میگذارد. در جوشکاری TIG، تورچ باید در زاویه 10-15 درجه نسبت به سطح کار نگه داشته شود و فاصله نازل تا حوضچه مذاب حدود 4-6 میلیمتر باشد تا پوشش گازی بهینه ایجاد شود.
مدیریت شیلنگها و اتصالات
شیلنگهای انتقال گاز باید عاری از ترک، نشتی، یا آلودگی باشند. استفاده از شیلنگهای با کیفیت و بررسی دورهای آنها برای جلوگیری از نشتی گاز ضروری است. همچنین، رگولاتورها باید به طور منظم کالیبره شوند تا فشار و جریان گاز دقیق باقی بماند.
کنترل محیط جوشکاری
در محیطهای باز یا با جریان هوای زیاد (مانند کارگاههای با وزش باد)، استفاده از محافظهای بادی یا نازلهای مخصوص (مانند Gas Lens در جوشکاری TIG) میتواند از پراکندگی گاز آرگون جلوگیری کند و پوشش گازی را بهبود بخشد.
پیشجریان و پسجریان گاز (Pre-flow and Post-flow)
در جوشکاری TIG، تنظیم زمان پیشجریان (0.5-1 ثانیه) برای اطمینان از پوشش گازی قبل از شروع قوس و پسجریان (5-10 ثانیه) برای محافظت از حوضچه مذاب و الکترود تنگستن پس از اتمام جوش حیاتی است. این تنظیمات به کاهش اکسیداسیون و افزایش طول عمر الکترود کمک میکند.
تمیزکاری قبل از جوشکاری:
سطح فلز باید از هرگونه آلودگی (مانند روغن، زنگزدگی، یا گردوغبار) پاک شود، زیرا این آلودگیها میتوانند با گاز آرگون واکنش نشان دهند و کیفیت جوش را کاهش دهند. استفاده از برسهای سیمی مخصوص یا حلالهای تمیزکننده توصیه میشود.
این ملاحظات عملی به جوشکاران کمک میکند تا از گاز آرگون به طور مؤثر استفاده کنند و جوشهایی با کیفیت بالا، بدون عیب و با استحکام مناسب تولید کنند.
نتیجهگیری
گاز آرگون به دلیل ویژگیهای شیمیایی منحصربهفرد خود، نقش حیاتی در محافظت از جوش در برابر اکسیداسیون و عیوب ایفا میکند. این گاز با ایجاد یک محیط خنثی، کنترل دمای قوس الکتریکی، و کاهش ناخالصیها، کیفیت جوش را به طور قابل توجهی بهبود میبخشد. استفاده صحیح از آرگون میتواند از تخلخل، حفرهها، و آلودگیهای جوش جلوگیری کند و استحکام و دوام اتصالات را افزایش دهد. با توجه به اهمیت جوشکاری در صنایع مختلف، انتخاب گاز آرگون به عنوان گاز محافظ یک راهکار مؤثر برای دستیابی به جوشهای با کیفیت و مقاوم است.

2 دیدگاه در “ چگونه گاز آرگون جوش را از عیوب و اکسیداسیون محافظت میکند؟”
سلام شما چه مدل از رگلاتورها را دارین
سلام وقت بخیر
در این صفحه می توانید انواع مدل ان را بررسی نمایید. رگلاتور